Understanding Tube Shoulder Mold Technology
The tube shoulder injection mold represents one of the most critical tooling investments in tube manufacturing. This precision tool transforms open tube bodies into finished, functional packaging through the injection molding process, forming the shoulder, threads, seal surfaces, and closure features that determine tube performance.
Critical Mold Functions:
Thread Formation:
- Precise thread pitch, depth, and profile
- Smooth thread surfaces for cap application
- Consistent opening/closing torque
- Thread strength and durability
- Uniform dimensions across all cavities
Seal Surface Creation:
- Flat, smooth sealing surfaces
- Precise flatness tolerances (<0.05mm deviation)
- Compatible with cap seal materials
- Leak-proof performance under pressure
- Long-term seal integrity maintenance
Shoulder Geometry:
- Accurate shoulder dimensions and contours
- Smooth surface finish for aesthetics
- Wall thickness uniformity
- Integration with tube body
- Support for various closure types
Material Fusion:
- Strong bond between shoulder and tube body
- No cold joints or weak fusion zones
- Consistent fusion across production runs
- Material compatibility optimization
- Thermal management for proper bonding
Why Mold Quality Matters:
Production Quality:
- Mold precision directly determines tube shoulder quality
- Defects in mold create defects in every tube
- Thread accuracy affects consumer experience
- Surface finish influences brand perception
- Consistency depends on mold durability
Manufacturing Efficiency:
- Quality molds enable faster cycle times
- Efficient cooling reduces production time
- Durability minimizes downtime for mold changes
- Automatic ejection eliminates manual intervention
- Consistent performance enables unmanned operation
Economic Impact:
- Mold life directly affects unit costs
- Replacement frequency impacts profitability
- Defect rates influence material waste
- Maintenance requirements affect labor costs
- Quality determines customer satisfaction and retention
Regulatory Compliance:
- Pharmaceutical tubes require validated tooling
- Food-contact applications demand material compliance
- Traceability requires mold identification
- Quality documentation supports certifications
- Consistent dimensions enable automated downstream operations
Our tube shoulder injection molds excel in all these critical areas through premium materials, advanced design, and precision manufacturing.
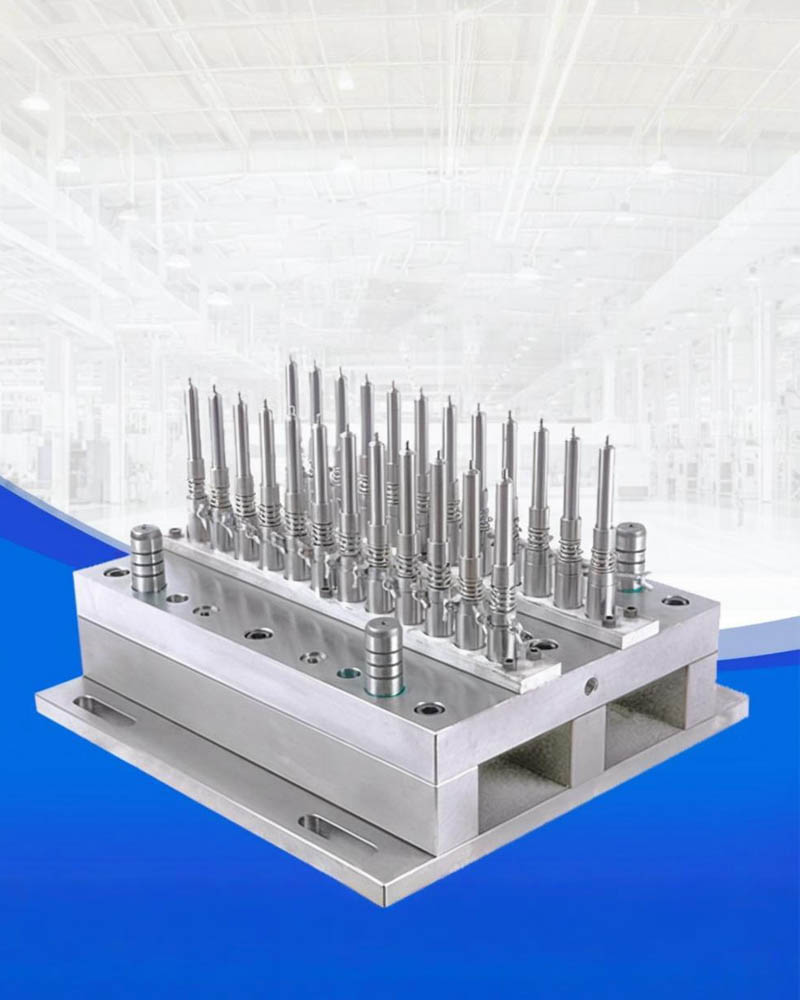
Full Stainless Steel Construction for Superior Performance
Material selection fundamentally determines mold performance, durability, and suitability for demanding applications. Our molds are constructed entirely from premium stainless steel, delivering multiple critical advantages over traditional tool steel molds.
Stainless Steel Material Benefits:
Exceptional Corrosion Resistance:
- Immune to rust and oxidation in humid environments
- Resistant to chemical attack from molding materials
- Compatible with aggressive cleaning agents
- Suitable for pharmaceutical and food applications
- Maintains surface finish throughout service life
- No rust contamination of molded products
Traditional tool steel molds require protective coatings, rust prevention treatments, and careful storage. Stainless steel eliminates these concerns, simplifying maintenance and ensuring consistent performance even in challenging production environments.
Superior Surface Finish:
- Naturally smooth surface reduces polishing requirements
- Maintains mirror finish through millions of cycles
- Minimal friction during ejection reduces wear
- Easy cleaning and maintenance
- Aesthetic appearance for cavity surfaces
- Reduced defects from surface imperfections
The inherent surface properties of stainless steel contribute to superior molded part quality. Smooth cavity surfaces produce tubes with excellent appearance, while reduced friction enables reliable automatic ejection and extends mold life.
Extended Mold Life:
- Hardened stainless steel provides excellent wear resistance
- Maintains dimensional accuracy through millions of cycles
- Reduced erosion from molten plastic flow
- Minimal thermal fatigue cracking
- Consistent performance over extended production runs
- 5+ million cycle lifespan typical
The combination of corrosion resistance, wear resistance, and thermal stability enables our stainless steel molds to significantly outlast traditional tool steel alternatives. While initial investment is higher, the extended service life delivers superior long-term value.
Hygienic Advantages:
- Easy cleaning and sterilization
- No crevices or porous surfaces harboring contaminants
- Compatible with aggressive cleaning protocols
- Suitable for pharmaceutical GMP environments
- Approved for food-contact applications
- Cleanroom compatible
Pharmaceutical and food tube manufacturers particularly benefit from stainless steel’s hygienic properties. The material meets stringent regulatory requirements while simplifying cleaning validation and ongoing compliance.
Thermal Conductivity Optimization:
- Controlled thermal conductivity for heat management
- Uniform temperature distribution across cavity
- Reduced hot spots preventing material degradation
- Efficient heat transfer to cooling system
- Consistent part quality through thermal stability
Proper thermal management is critical for quality tube shoulders. Our stainless steel molds are engineered to optimize heat transfer, ensuring uniform cooling and dimensional consistency.
Material Specifications:
Stainless Steel Grade Selection:
- Cavity/Core: Premium stainless steel (typically 420 or 440C equivalent)
- Hardness: HRC 48-52 after heat treatment
- Corrosion Resistance: Excellent in standard production environments
- Polishing: Mirror finish (Ra 0.05-0.1μm) standard
- Heat Treatment: Stress-relieved and tempered for dimensional stability
Quality Certifications:
- Material test certificates provided
- Composition verification documentation
- Hardness testing records
- Dimensional inspection reports
- Traceability through production
Advanced Cooling System Design for Optimal Performance
Cooling represents the longest phase of the injection molding cycle. Optimized cooling design directly impacts cycle time, production efficiency, part quality, and dimensional consistency. Our molds incorporate advanced cooling channel design based on extensive thermal analysis and decades of tube molding expertise.
Cooling System Engineering:
Conformal Cooling Channels:
- Cooling passages follow contours of molded geometry
- Uniform distance from cavity surfaces
- Eliminates hot spots causing defects
- Optimized for complex shoulder geometries
- Enhanced cooling efficiency vs. straight drilled channels
Advanced manufacturing techniques (CNC drilling, EDM, or additive manufacturing for complex geometries) enable cooling channel placement impossible with traditional drilling, dramatically improving cooling efficiency.
Strategic Channel Placement:
- Critical zones receive focused cooling (threads, seal surfaces)
- Thick sections receive enhanced cooling preventing sink marks
- Gate areas controlled to prevent premature freezing
- Balanced cooling across all cavities (multi-cavity molds)
- Core cooling prevents internal defects
Computer-aided thermal analysis optimizes cooling channel placement during design phase, ensuring every area of the molded shoulder receives appropriate cooling.
Optimized Flow Distribution:
- Series or parallel cooling circuit configuration
- Balanced coolant flow to all channels
- Turbulent flow promotes heat transfer
- Minimized pressure drop through circuit
- Quick-disconnect fittings for maintenance
Proper flow distribution ensures uniform cooling performance, preventing hot spots that cause quality defects or extended cycle times.
Temperature Control Integration:
- Mold temperature control unit connection
- Inlet/outlet connections clearly identified
- Temperature sensors for monitoring (optional)
- Separate zone control for cavity and core (advanced configurations)
- Optimal temperature maintenance (typically 20-60°C)
Precise temperature control enables process optimization for different materials and geometries. Some applications benefit from elevated mold temperatures for surface finish, while others require maximum cooling for cycle time.
Cooling Performance Benefits:
Reduced Cycle Time:
- Faster cooling shortens production cycles
- Increased throughput from same equipment
- Improved equipment utilization and ROI
- Competitive advantage through capacity
- Lower unit costs through volume efficiency
Typical cycle time improvements: 10-20% vs. conventional cooling design
Improved Part Quality:
- Uniform cooling prevents warping and distortion
- Reduced sink marks and surface defects
- Consistent dimensional accuracy
- Minimized internal stress and residual stress
- Better thread quality and precision
Enhanced Dimensional Stability:
- Uniform shrinkage across part geometry
- Consistent dimensions across production runs
- Reduced variation between cavities (multi-cavity molds)
- Maintained tolerances through mold life
- Improved CPk values for critical dimensions
Energy Efficiency:
- Optimized cooling reduces chiller load
- Lower water consumption
- Reduced energy costs per part
- Environmental benefits
- Improved sustainability metrics
Extended Mold Life:
- Reduced thermal stress on mold components
- Minimized thermal fatigue cracking
- Consistent temperatures prevent thermal shock
- Protected from overheating damage
- Maintained dimensional accuracy longer
5+ Million Cycle Lifespan for Maximum ROI
Mold durability directly impacts manufacturing economics. Our tube shoulder injection molds are engineered for extended service life, typically exceeding 5 million production cycles before requiring refurbishment.
Lifespan Factors:
Premium Material Selection:
- Hardened stainless steel cavities and cores
- Wear-resistant coatings on critical surfaces (optional)
- Corrosion-resistant alloys throughout
- Quality fasteners and components
- Durable ejection system components
Precision Manufacturing:
- CNC machining to tight tolerances
- Stress-relieved after machining
- Precision grinding of critical surfaces
- Comprehensive quality inspection
- Documented dimensional verification
Advanced Surface Treatments:
- Mirror polishing reduces friction and wear
- Optional PVD coatings for extreme durability
- Corrosion-resistant passivation
- Hardening treatments for wear resistance
- Surface engineering optimized per application
Robust Mechanical Design:
- Adequate wall thickness prevents cracking
- Proper support for high injection pressures
- Reinforced thin sections
- Quality guide pins and bushings
- Heavy-duty ejection system
Lifespan Verification:
Accelerated Life Testing:
- Molds tested beyond rated cycle count
- Quality monitoring through testing
- Dimensional verification at intervals
- Wear assessment at completion
- Documentation of performance
Production Validation:
- Customer installations monitored
- Actual cycle counts documented
- Quality consistency tracked
- Maintenance requirements recorded
- Long-term performance data
Typical Lifespan Expectations:
Standard Production Conditions:
- Cycle Count: 5-7 million cycles typical
- Maintenance: Regular cleaning and inspection
- Material: Standard PP, PE tube shoulders
- Quality: Maintained within specifications throughout
- Refurbishment: Minor polishing may extend life further
Demanding Applications:
- Cycle Count: 3-5 million cycles (abrasive materials, ABL tubes)
- Enhanced Maintenance: More frequent inspection recommended
- Material: Abrasive fillers, glass-filled polymers
- Quality: Specifications maintained with proper maintenance
- Refurbishment: Planned refurbishment extends service life
Premium Performance Programs:
- Regular inspection and maintenance services
- Proactive refurbishment before quality degradation
- Extended service life exceeding 7 million cycles possible
- Documented performance throughout life
- Optimized total cost of ownership
Economic Impact of Extended Life:
ROI Calculation Example:
Mold Investment: $30,000 Annual Production: 8 million tubes Mold Life: 5 million cycles
Scenario 1: 3 Million Cycle Mold (Conventional)
- Molds Required: 8M ÷ 3M = 2.67 molds = 3 molds over year
- Mold Cost: 3 molds × $30,000 = $90,000
- Cost Per Million Tubes: $90,000 ÷ 8M = $11.25/thousand tubes
Scenario 2: 5 Million Cycle Mold (Our Premium Mold)
- Molds Required: 8M ÷ 5M = 1.6 molds over year
- Mold Cost: 1.6 molds × $30,000 = $48,000
- Cost Per Million Tubes: $48,000 ÷ 8M = $6.00/thousand tubes
- Annual Savings: $42,000
- Payback Period: Immediate – lower long-term cost despite premium price
Additional benefits:
- Reduced changeover downtime (fewer mold changes)
- Consistent quality throughout life
- Lower inventory of backup molds required
- Reduced validation burden (pharmaceutical applications)
- Simplified production planning
Fully Automatic Ejection System
Modern tube heading operations demand automation eliminating manual intervention. Our molds incorporate fully automatic ejection systems enabling unmanned production and maximizing efficiency.
Ejection System Design:
Ejection Method:
- Ejector pins strategically positioned for balanced part removal
- Pneumatic or hydraulic actuation integrated with machine
- Synchronized with mold opening sequence
- Adjustable ejection stroke and speed
- Fail-safe design prevents stuck parts
Ejection Pin Configuration:
- Optimal pin quantity, size, and placement
- Balanced force distribution prevents distortion
- Avoids visible pin marks on cosmetic surfaces
- Sufficient strength for reliable ejection
- Wear-resistant coatings extend life
Automatic Operation Sequence:
- Injection and packing complete
- Cooling time elapses
- Mold opens to programmed position
- Ejector system activates
- Tube shoulders eject from cavity
- Parts discharge to collection system
- Ejector pins retract
- Mold closes for next cycle
This fully automated sequence eliminates operator intervention, enabling continuous unmanned production.
Advanced Features:
Air Assist Ejection:
- Compressed air jets assist part release
- Prevents sticking in deep cavities
- Gentle ejection reduces stress
- Clears parts from ejector area
- Especially beneficial for complex geometries
Ejection Sensors:
- Verification that parts successfully ejected
- Detection of stuck parts
- Automatic machine stop if ejection fails
- Prevents mold damage from cycle with stuck part
- Integrated with machine control system
Adjustable Parameters:
- Ejection force controllable
- Ejection speed optimized per application
- Multi-stage ejection for difficult parts
- Customizable per material and geometry
Benefits of Automatic Ejection:
Labor Elimination:
- No operator required for part removal
- Unmanned operation during breaks, shifts
- One operator monitors multiple machines
- Reduced labor costs
- Improved worker safety (no manual access to mold)
Consistent Performance:
- Identical ejection every cycle
- Eliminates variation from manual handling
- Prevents damage from improper removal
- Maintains quality consistency
- Enables statistical process control
Higher Production Efficiency:
- Faster cycle completion
- No delays waiting for manual removal
- Continuous production without interruptions
- Maximized machine utilization
- Lower unit costs through efficiency
Quality Protection:
- Gentle, controlled ejection prevents damage
- Consistent forces prevent distortion
- No manual handling reducing contamination
- Protected surface finish
- Maintained dimensional accuracy
Integration with Automation:
- Compatible with robotic handling (if required)
- Integration with quality inspection systems
- Automated defect rejection
- Conveyance to downstream operations
- Complete lights-out manufacturing capability
Precision Engineering and Quality Assurance
Mold quality determines tube shoulder quality. Our manufacturing process incorporates precision engineering, advanced machining, and comprehensive quality assurance.
Manufacturing Process:
Design Engineering:
- CAD modeling of complete mold assembly
- Mold flow analysis optimizing gate location, cooling
- Thermal analysis validating cooling system
- Structural analysis ensuring durability
- Design review and optimization
Precision Machining:
- CNC Milling: High-precision 5-axis machining centers
- CNC Turning: Precise core and pin manufacturing
- Wire EDM: Complex geometries and fine details
- Grinding: Critical surfaces ground to final dimensions
- Polishing: Mirror finish on cavity surfaces
Dimensional Accuracy:
- Tolerance Capability: ±0.02mm typical
- Thread Pitch: ±0.01mm precision
- Surface Finish: Ra 0.05-0.1μm achievable
- Flatness: <0.02mm deviation on seal surfaces
- Concentricity: <0.05mm TIR
Heat Treatment:
- Stress relieving after rough machining
- Through hardening to specified hardness
- Tempering for toughness and stability
- Cryogenic treatment for enhanced performance (optional)
- Dimensional verification after treatment
Surface Finishing:
- Progressive polishing to mirror finish
- Optimized surface texture per application
- Uniform finish across all cavity surfaces
- Protected from handling damage
- Final inspection and verification
Quality Control:
Inspection Protocols:
- CMM Measurement: 3D coordinate measuring machine verification
- Optical Inspection: Profile projectors for thread verification
- Surface Finish: Profilometer measurement of Ra values
- Hardness Testing: Rockwell hardness verification
- Visual Inspection: Comprehensive examination for defects
Documentation:
- Detailed dimensional inspection reports
- Material certificates and test reports
- Heat treatment records
- Surface finish measurements
- Photographic documentation
- First article inspection report (after sampling)
Trial and Sampling:
- Sample molding in customer’s machine (or equivalent)
- Dimensional verification of molded parts
- Thread gauging and fit testing
- Seal surface flatness measurement
- Functional testing with caps
- Material compatibility confirmation
- Process parameter development
- Full qualification per customer requirements
Continuous Improvement:
- Customer feedback incorporation
- Performance monitoring of fielded molds
- Design refinements based on experience
- Manufacturing process optimization
- Quality system enhancements